


C6140/C6240 máquina de torno de centro de metal de lecho hueco
Especificación
| Modelo | C6 1/2 40C | ||
| Capacidad de procesamiento | Diámetro máximo de giro sobre la cama | 400 | |
| Columpio máximo sobre deslizamiento transversal | 230 | ||
| Diámetro máximo de giro en el sillín Diámetro máximo de giro en el sillín
| 560 | ||
| Distancia central | 750,1000,1500 | ||
| ancho de la cama | 360 mm | ||
| Huso | Agujero del husillo | Φ52/80mm | |
| Girardla nariz | C6 | ||
| cono del husillo | MT6 | ||
| Rango de velocidades del husillo(Pasos) | 40-1400 (9 pasos) | ||
| Alimento | Hilos métricos(Número) | 0,25-14 mm (19 tipos) | |
| Rosca en pulgadass(Número) | 2-40/pulgada | ||
| Rosca modulars(Número) | 0.25-3.5mπ (11 tipos) | ||
| Carro | Trazo de deslizamiento transversal
Trazo de deslizamiento transversal
| 180 mm | 222 mm |
| Carrera de reposo de herramienta Carrera de soporte de herramienta pequeña
Carrera de soporte de herramienta pequeña
Carrera de soporte de herramienta pequeña
Carrera de soporte de herramienta pequeña
Carrera de soporte de herramienta pequeña
Carrera de soporte de herramienta pequeña
Carrera de soporte de herramienta pequeña
| 95 mm | ||
| dimensión de la sección
| 20x20mm² | ||
| contrapunto | Cono de manguito de contrapunto | MT4 | |
| Diámetro de la manga del contrapunto | 65 mm | ||
| Carrera de la manga del contrapunto | 140 mm | ||
| Motor principal | 4kw | 5.5kw | |
| Tamaño del paquete: (L xWXH) |
| ||
| Distancia central 750 mm | 2220x1150x1590mm | ||
| 1000 mm | 2470x1150x1590mm | ||
| 1500 mm | 2970x1150x1590mm | ||
| Peso:NW/GW (KG) |
| ||
| Distancia central750 mm | 1400 | 2050 | |
| 1000 mm | 1500 | 2150 | |
| 1500 mm | 1650 | 2300 | |
Característica de la máquina de torno manual C6140
Se puede utilizar para tornear superficies cilíndricas y cónicas, extremos y orificios interiores, así como una variedad de roscas métricas y en pulgadas.
1. Husillo: a través del diámetro de 52 MM, en línea con el estándar internacional ISO-C6;Ampliar el alcance del procesamiento del eje.
2. Contrapunto cuadrado: El contrapunto tiene un dispositivo de sujeción de leva rápida, que tiene una alta eficiencia de trabajo.Hay un dispositivo en el manguito del contrapunto para evitar la rotación de la broca, lo que evita daños en el cono del orificio interior del manguito del contrapunto debido a la rotación de la broca causada por un mal funcionamiento y protege eficazmente los componentes del contrapunto.
3. Superficie del riel de guía: adopta control numérico de enfriamiento de frecuencia de audio súper y rectificado periférico, que tiene las ventajas de alta precisión y buena resistencia al desgaste.
4. La caja de engranajes principal adopta rodamientos Harbin en un conjunto completo, y el husillo adopta el soporte de rodamiento de bolas doble de alta precisión Harbin BEARING para garantizar la precisión y la estabilidad del husillo durante la rotación de alta velocidad, lo que crea las condiciones necesarias para la fabricación de CNC tornos
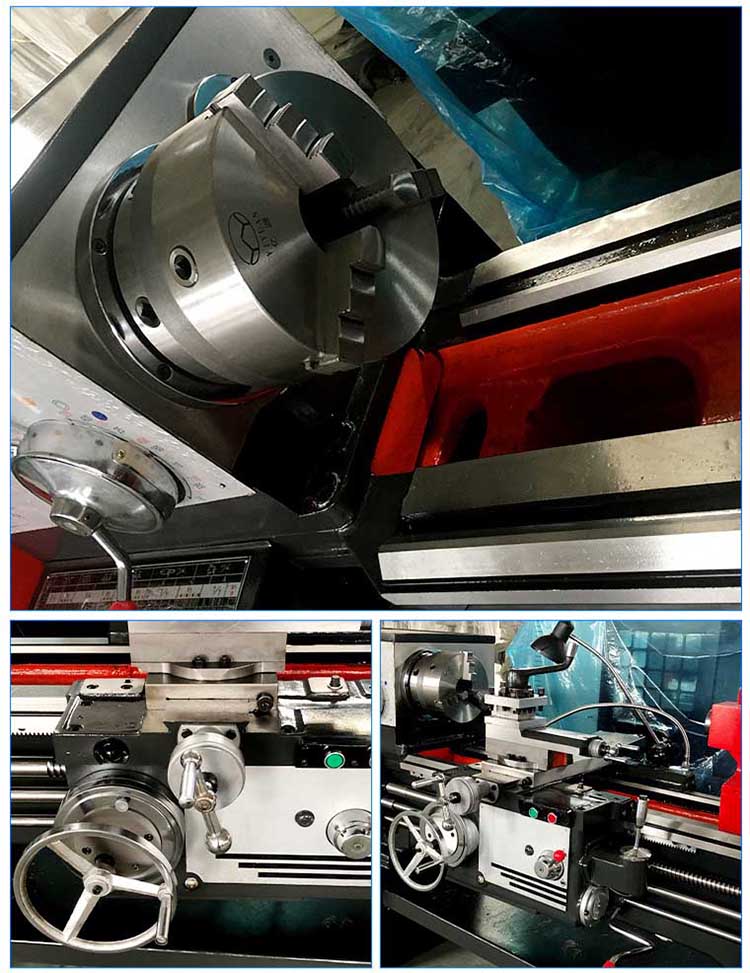
5. Portabrocas: el portabrocas de metal de tres mordazas es la configuración estándar del torno, y se pueden seleccionar otros portabrocas, lo que es útil para apretar.Los objetos con diferentes reglas son propicios para el procesamiento y la producción rápida.
6. El ancho del riel guía es de 400 mm, la profundidad de enfriamiento es de 4 mm y la resistencia al desgaste y la estabilidad son altas.

Inspección antes de conducir el torno ordinario
1. Agregue la grasa adecuada de acuerdo con la tabla de lubricación de la máquina herramienta.
2. Verificar que todas las instalaciones eléctricas, manijas, partes de transmisión, dispositivos de protección y límite sean completas, confiables y flexibles.
3. Cada engranaje debe estar en la posición cero y la tensión del cinturón debe cumplir con los requisitos.
4. No está permitido almacenar objetos metálicos directamente sobre la superficie de la cama para evitar daños a la superficie de la cama.
5. La pieza de trabajo a procesar está libre de lodo y arena para evitar que el lodo y la arena caigan en el carro y dañen el riel guía.
6. Se debe realizar una prueba de funcionamiento en vacío antes de que la pieza de trabajo no se sujete, y la pieza de trabajo se puede instalar después de confirmar que todo es normal.





